Hvad er en wolframstang, og hvorfor står den bortset fra andre metalstænger?
En wolframstang er en solid cylindrisk stang fremstillet af wolfram - et af de sjældneste og mest exceptionelle metalliske elementer i det periodiske system. Med det kemiske symbol W og atomnummer 74 har wolfram rekorden for det højeste smeltepunkt for ethvert rent metal ved ca. 3.422°C (6.192°F), hvilket gør det til et uundværligt materiale i applikationer, hvor ekstrem varme, tryk eller slidstyrke er påkrævet. Wolframstænger fremstilles gennem en pulvermetallurgisk proces - wolframpulver komprimeres under højt tryk, sintres ved meget høje temperaturer og trækkes eller sænkes derefter til stangform med præcist kontrollerede diametre og længder. Resultatet er en tæt, formstabil stang med egenskaber, som intet andet almindeligt tilgængeligt metal kan replikere på tværs af det samme område af forhold.
Densiteten af wolfram - cirka 19,3 g/cm³ - er næsten dobbelt så stor som bly og sammenlignelig med guld, hvilket giver wolframstænger enestående masse i et kompakt tværsnit. Denne kombination af ekstrem tæthed, termisk stabilitet og enestående mekanisk styrke er det, der gør wolframstænger uerstattelige på tværs af sektorer, herunder rumfart, forsvar, elektronik, svejsning, medicinsk strålingsafskærmning og præcisionsbearbejdning. At forstå, hvad wolframstænger er, hvordan de er klassificeret, og hvor de bruges, hjælper ingeniører, indkøbsspecialister og producenter med at træffe velinformerede valg af materiale.
Fysiske og kemiske egenskaber, der definerer wolframstangens ydeevne
Den ekstraordinære ydeevne af wolframstænger i krævende miljøer stammer direkte fra et sæt fysiske og kemiske egenskaber, der er uden sidestykke blandt tekniske metaller. Disse egenskaber er ikke tilfældige - de er et produkt af wolframs unikke atomstruktur, som har et kropscentreret kubisk krystalgitter og usædvanligt stærke interatomiske bindinger, der modstår termiske og mekaniske forstyrrelser ved temperaturer, der ville gøre flydende eller nedbryde stort set alle andre strukturelle metal.
Wolfram har en termisk udvidelseskoefficient på kun 4,5 × 10⁻⁶/°C, hvilket er ekstremt lavt sammenlignet med stål (ca. 12 × 10⁻⁶/°C) eller kobber (ca. 17 × 10⁻⁶/°C). Dette betyder, at wolframstænger bevarer deres dimensioner med bemærkelsesværdig konsistens under fluktuerende termiske belastninger - en kritisk egenskab ved præcisionsværktøj og højtemperaturovnskomponenter, hvor dimensionsforskydning kan kompromittere produktkvaliteten. Den termiske ledningsevne af wolfram (ca. 173 W/m·K) er også høj i forhold til dets smeltepunkt, hvilket muliggør effektiv varmeafledning i elektrode- og varmeelementanvendelser.
Kernefysiske egenskaber af wolframstang
| Ejendom | Værdi |
| Smeltepunkt | 3.422°C (6.192°F) |
| Tæthed | 19,3 g/cm³ |
| Trækstyrke | 500-2.000 MPa (varierer efter kvalitet og behandling) |
| Termisk ledningsevne | 173 W/m·K |
| Termisk udvidelseskoefficient | 4.5 × 10⁻⁶/°C |
| Hårdhed (Vickers) | 310–400 HV (ren wolfram) |
| Elektrisk resistivitet | 5,28 x 10⁻8 Ω·m ved 20°C |
Med hensyn til kemisk resistens er rene wolframstænger modstandsdygtige over for angreb af de fleste mineralsyrer ved stuetemperatur og påvirkes ikke af flussyre eller salpetersyre individuelt, selvom blandede syrer og oxiderende miljøer ved forhøjede temperaturer kan forårsage overfladeoxidation. Denne relative kemiske stabilitet, kombineret med dens termiske og mekaniske egenskaber, gør wolframstang til et pålideligt langtidsmateriale i barske forarbejdningsmiljøer.
Kvaliteter og legeringsvarianter: Valg af den rigtige wolframstangtype
Ikke alle wolframstænger er kemisk identiske. Mens rene wolframstænger leverer det højeste smeltepunkt og densitet, er legerede varianter blevet udviklet for at optimere specifikke egenskaber såsom bearbejdelighed, duktilitet ved stuetemperatur, høj temperatur krybemodstand og svejsbarhed. At vælge den korrekte kvalitet er lige så vigtig som at vælge den korrekte diameter og længde, og beslutningen bør altid være drevet af de specifikke mekaniske og termiske krav til den påtænkte anvendelse.
Pure Tungsten Rod (W1)
Rene wolframstænger - typisk indeholdende 99,95% eller højere wolframindhold - tilbyder det højeste smeltepunkt, maksimal tæthed og den bedste elektriske og termiske ledningsevne inden for wolframfamilien. Ren wolfram er dog skør ved stuetemperatur, hvilket gør den udfordrende at bearbejde og modtagelig for revner under mekanisk stød. Det bruges primært i højtemperaturovnskomponenter, elektronstråleudstyr, ionimplantatsystemer og applikationer, hvor renhedskrav udelukker brugen af legeringselementer.
Tungsten-Rhenium legeringsstænger (W-Re)
Tilsætning af rhenium (Re) til wolfram i koncentrationer, der typisk spænder fra 3% til 26%, forbedrer dramatisk duktiliteten og bearbejdeligheden af legeringen ved både stuetemperaturer og forhøjede temperaturer. Wolfram-rhenium stænger bevarer højtemperaturstyrke over 2.000°C bedre end ren wolfram, hvilket gør dem til det foretrukne valg til termoelementkapper, raketdyseindsatser og strukturelle komponenter til rumfart, der skal tåle ekstrem termomekanisk cykling. Tilsætningen af rhenium forbedrer også legeringens rekrystalliseringsmodstand, hvilket bevarer mikrostrukturel integritet på tværs af flere opvarmnings- og afkølingscyklusser.
Wolfram-lanthanoxidstænger (WL10, WL15, WL20)
Tilsætninger af lanthanoxid (La2O3) i koncentrationer på 1% til 2% efter vægt forbedrer væsentligt rekrystallisationstemperaturen, krybemodstanden og kornstrukturstabiliteten af wolframstænger. WL-seriens stænger er meget udbredt i TIG (GTAW) svejseelektroder, højtemperatur varmeelementer og plasmasprayudstyr. De tilbyder bedre strømbærende kapacitet og længere levetid sammenlignet med rene wolframelektroder i AC- og DC-svejseapplikationer, og de producerer en stabil, let initieret lysbue med lavere radioaktivitetsrisiko end thoriated wolfram-alternativer.
Tungsten tunge legeringsstænger (WNiFe / WNiCu)
Tungsten tunge legeringer (WHA) kombinerer et wolframindhold på 85%-98% med bindemetaller - oftest nikkel-jern (Ni-Fe) eller nikkel-kobber (Ni-Cu). Disse legeringer er flydende-fase sintrede, hvilket producerer en to-faset mikrostruktur, der giver dem langt overlegen bearbejdelighed og sejhed sammenlignet med ren wolfram, samtidig med at den bevarer densitetsfordelen. WHA-stænger er standardmaterialet til kinetiske energipenetratorer, strålingsafskærmende stænger, modvægte og præcisionsafbalanceringskomponenter, hvor høj masse i begrænset volumen er det primære designkrav.
Primære industrielle anvendelser af wolframstang
Anvendelseslandskabet for wolframstænger er usædvanligt bredt og spænder over industrier, der ikke har meget andet til fælles ud over deres behov for et materiale, der yder pålideligt ved de ydre grænser for temperatur, stråling og mekanisk belastning. Hver applikation udnytter en særskilt undergruppe af wolframs egenskabsprofil, og forståelsen af disse use cases hjælper med at illustrere, hvorfor wolframstang forbliver kommercielt vital på trods af dens relativt høje omkostninger sammenlignet med almindelige tekniske metaller.
- TIG svejseelektroder: Wolframstænger - især lanthan-doterede og cerierede kvaliteter - bearbejdes til de ikke-forbrugbare elektroder, der bruges til gaswolframbuesvejsning (GTAW/TIG). Elektroden skal opretholde en elektrisk lysbue ved temperaturer, der overstiger 3.000°C uden at smelte, og dens geometri har direkte indflydelse på lysbuestabilitet, svejsestrengprofil og varmetilførselskontrol.
- Højtemperaturovnskomponenter: Wolframstænger bruges som varmeelementer, støttedorne og strukturelle komponenter i vakuum- og hydrogenatmosfæreovne, der arbejder over 2.000 °C - det temperaturområde, hvor molybdæn og grafit begynder at miste strukturel pålidelighed. Sintringsovne til avanceret keramik, metalpulverbehandling og safirkrystalvækst er alle afhængige af wolframstangkomponenter.
- Strålingsafskærmning: Wolframs høje atomnummer og tæthed gør det til et af de mest effektive materialer til at dæmpe gammastråling og røntgenstråler. Tungsten tunge legeringsstænger bruges i medicinske strålebehandlingskollimatorer, atomindustriens afskærmningsenheder og bærbare røntgenkildebeholdere som et ikke-giftigt, kompakt alternativ til blyafskærmning.
- Luftfart og forsvar: Wolframstænger og varianter af tunge legeringer bearbejdes til kinetiske energipenetratorer til pansergennemtrængende projektiler, modvægte i flykontroloverflader og rotorblade og strukturelle komponenter i raketfremdrivningssystemer, der kræver både masseeffektivitet og termisk modstand.
- Elektrisk afladningsbearbejdning (EDM): Tungsten kobber komposit stænger og ren wolfram stænger tjener som EDM elektroder til præcisionsbearbejdning af hærdede værktøjsstål, superlegeringer og keramiske komponenter. Deres termiske og elektriske egenskaber muliggør finbearbejdning med minimal elektrodeslid.
- Fremstilling af halvledere og skærme: Wolframstænger med ultrahøj renhed bruges til sputteringsmål og ionimplantationskomponenter til halvlederfremstilling, hvor materialets renhed på parts-per-million-niveauet direkte påvirker enhedens udbytte og ydeevne.
- Medicinsk udstyr og billedbehandling: Wolframstænger bearbejdes til kollimatorer, afskærmningskomponenter og kateterspidsmarkører til medicinsk billeddannelse og interventionelt radiologiudstyr, hvor biokompatibilitet kombineret med radiopacitet og kompakthed er påkrævet samtidigt.
Tungsten Rod Specifikationer: Standard dimensioner og tolerancer
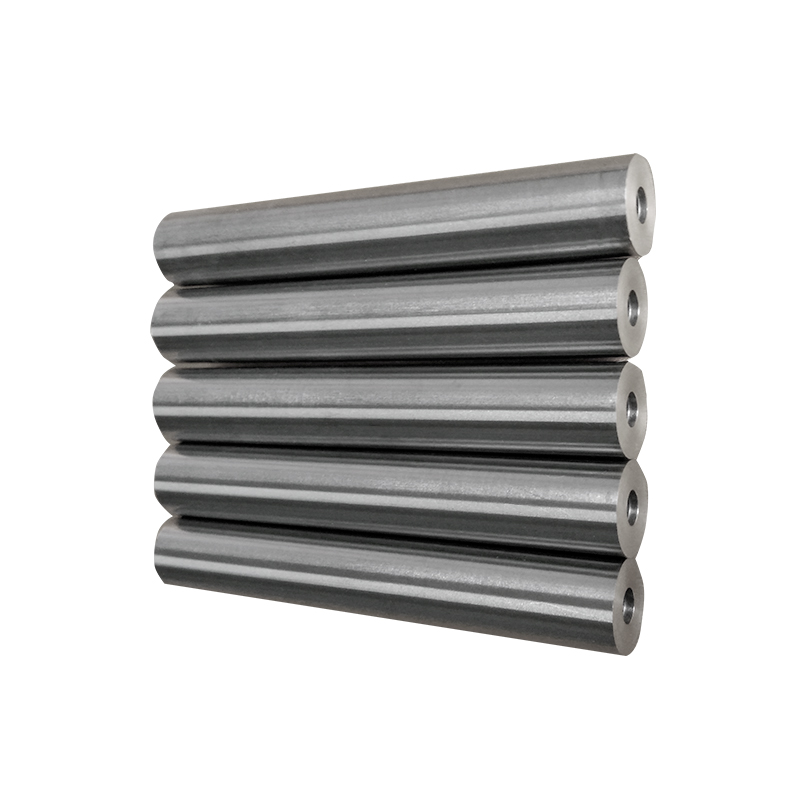
Wolfram stænger er kommercielt tilgængelige på tværs af en lang række standarddiametre og -længder, selvom brugerdefinerede størrelser kan fremstilles på bestilling til specialiserede applikationer. Standard stangdiametre varierer typisk fra så små som 0,5 mm op til 100 mm eller større for varianter af tunge legeringer. Længder leveres almindeligvis fra 100 mm til 1.000 mm, afhængig af kvalitet og diameter. Dimensionstolerancer er stramt kontrolleret - især for stænger beregnet til bearbejdning til præcisionskomponenter - og er specificeret i henhold til internationale standarder såsom ASTM B760 for ren wolframstang og ASTM B777 for tungstenslegeringsstang.

Overfladefinish er en anden vigtig specifikationsparameter. As-sintrede wolframstænger har en ru, mørk oxidoverflade og kræver yderligere bearbejdning - typisk centerløs slibning eller rotationssænkning - for at opnå den glatte, lyse finish og præcise dimensionelle nøjagtighed, der kræves til de fleste slutanvendelser. Slibestænger er den kommercielle standardform, der tilbyder diametertolerancer typisk i området ±0,02 til ±0,05 mm afhængigt af diameterklasse. Til de mest krævende applikationer såsom halvlederudstyr er polerede overfladefinisher med snævrere tolerancer specificeret og har en betydelig prispræmie i forhold til standardslebne produkter.
Bearbejdning og håndtering af wolframstang: praktiske overvejelser
At arbejde med wolframstang giver unikke udfordringer, der kræver justeringer til standard bearbejdningspraksis. Ren wolframs skørhed ved stuetemperatur betyder, at den er modtagelig for revner under for store skærekræfter, vibrationer eller termiske stød under bearbejdning. Det meste af bearbejdningen af wolframstang udføres ved hjælp af hårdmetalværktøj med skarpe skærekanter, langsomme skærehastigheder og høje tilspændingshastigheder for at minimere varmeopbygning ved skæregrænsefladen. Brug af kølevæske er vigtigt for at forhindre termisk revnedannelse, især ved boring eller fræsning af små detaljer.
- Brug hårdmetal eller polykrystallinsk diamant (PCD) værktøj til alle skære-, dreje- og fræseoperationer - højhastighedsstålværktøj slides for hurtigt på wolframs hårdhed og genererer overdreven varme.
- Forvarm ren wolframstang til 200–400°C før bearbejdning for at forbedre duktiliteten og reducere risikoen for skørt brud, især når der arbejdes med spåner med større diameter eller ved udførelse af afbrudte snit.
- Undgå skarpe indvendige hjørner i bearbejdede funktioner — spændingskoncentration ved indhak eller skarpe radier kan initiere revner under eller efter bearbejdning på grund af wolframs lave brudsejhed ved stuetemperatur.
- Håndter stængerne forsigtigt under opbevaring og transport — at tabe eller støde wolframstangen mod hårde overflader kan forårsage indre mikrorevner, der ikke er synlige eksternt, men vil forplante sig under driftsbelastning eller termisk cyklus.
- Overvej EDM som et alternativ til konventionel bearbejdning for komplekse geometrier eller meget fine egenskaber — bearbejdning af elektrisk udladning undgår de mekaniske kræfter, der risikerer at bryde sprødt wolfram og muliggør præcisionsdannelse, der ville være vanskelig eller umulig med skærende værktøjer.
Hvad skal du kigge efter, når du køber og køber wolframstang
At skaffe wolframstang fra den rigtige leverandør er lige så vigtigt som at specificere den korrekte kvalitet og dimensioner. Kvaliteten af wolframstang varierer betydeligt afhængigt af pulverkvaliteten, sintringsproceskontrol og nedstrømsbehandling, der anvendes af producenten. Lavprisstænger fra leverandører med dårlig proceskontrol kan indeholde intern porøsitet, inkonsekvent tæthed eller overfladefejl, der forårsager for tidlig driftssvigt - ofte i applikationer, hvor fejl har betydelige omkostninger eller sikkerhedsmæssige konsekvenser.
Når de vurderer leverandører og køber wolframstænger, bør købere overveje følgende kriterier for at sikre, at de modtager et produkt, der opfylder deres tekniske og kommercielle krav konsekvent og pålideligt på lang sigt.
- Anmod om materialecertificeringer: En velrenommeret leverandør bør levere en mølletestrapport eller overensstemmelsescertifikat, der specificerer kemisk sammensætning, tæthed, dimensionelle mål og gældende standardoverholdelse for hvert parti af stang, der leveres.
- Bekræft tæthed ved beregning: Mål vægten og volumen af en prøvestang, og beregn den opnåede densitet - den skal være på eller over 99% af teoretisk densitet (19,3 g/cm³ for ren wolfram) for et velsintret produkt. Lav densitet indikerer resterende porøsitet, der forringer mekanisk og termisk ydeevne.
- Bekræft overholdelse af gældende standarder: Angiv ASTM B760 for ren wolframstang eller ASTM B777 for tungstenslegeringsstang i din købsordre, og anmod om dokumentation, der bekræfter, at det leverede produkt er blevet testet og fundet i overensstemmelse med kravene.
- Vurder overfladens tilstand ved modtagelse: Slibede wolframstænger bør ankomme med en ensartet, lys overflade fri for revner, gruber, sømme eller langsgående slibemærker, der kan fungere som spændingskoncentratorer under bearbejdning eller service.
- Evaluer leveringstider og lagertilgængelighed: Tungsten stang er ikke en vare, der lagerføres bredt af almindelige metaldistributører - identificer leverandører med ensartet lager i dine krævede kvaliteter og størrelser for at undgå projektforsinkelser forårsaget af lange fremstillingstider for ikke-standardiserede specifikationer.
Wolframstang er et førsteklasses ingeniørmateriale, der belønner omhyggelig specifikation, disciplineret indkøb og dygtig forarbejdning. Dens uovertrufne kombination af termisk udholdenhed, tæthed, styrke og kemisk stabilitet gør det fortsat til det foretrukne materiale, hvor som helst konventionelle metaller når grænserne for deres ydeevne – og den rolle vil næppe formindskes, efterhånden som industrier rykker længere ud i ekstreme driftsmiljøer.